
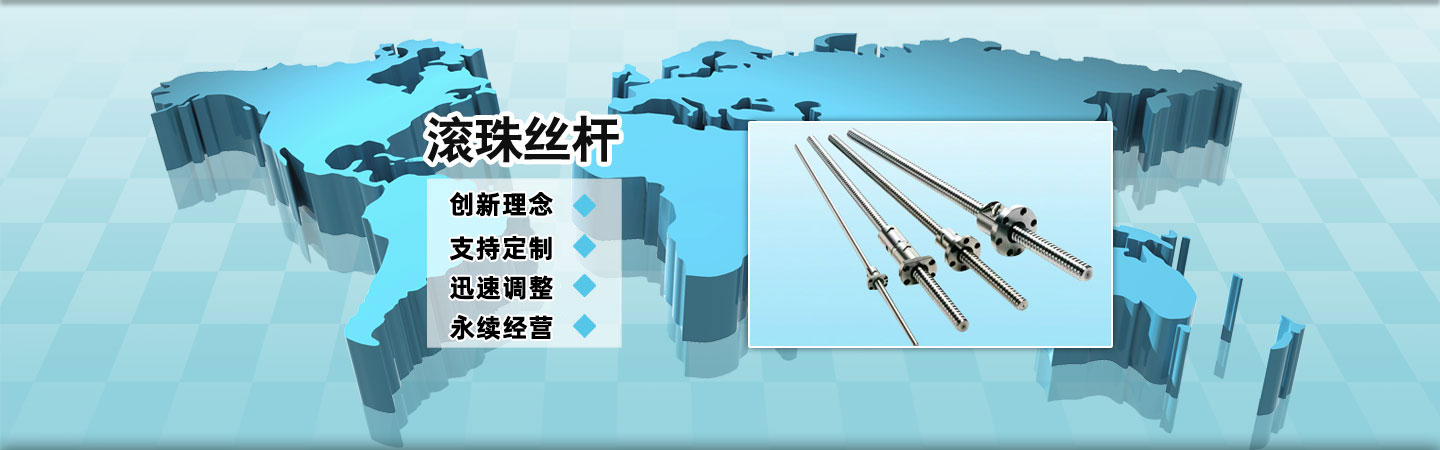
















滾珠絲杆(gǎn)從工藝角度認為冷軋滾珠絲杠和(hé)磨削滾珠絲杠兩大類,滾珠絲杆以車代磨工藝不但適合軋(zhá)製絲杆端部軸(zhóu)承座的加工,也適合部分精度磨製絲杠的有(yǒu)以車代磨工藝。對於冷軋絲杆,此工藝解決了退火後再車製軸端軋製絲杠軸承座的傳統(tǒng)辦法;對於磨製絲杠,淬火後直接車製滾珠絲杠螺紋,不但效率高(gāo),而且(qiě)在現(xiàn)有加工設備不滿(mǎn)足的情況下(xià),亦能滿足部分精度級別滾珠絲杠的螺紋加工精度。滾珠絲杆以車代磨硬車螺紋工藝難點,滾珠絲杠Gcr15淬(cuì)火後(hòu)硬度一般在HRC62左右;滾珠絲(sī)杠(gàng)以車代磨工藝(yì)是指對淬(cuì)火(huǒ)後(hòu)的絲杆直接車(chē)製螺紋:以φ60直徑滾珠絲杠為例,其(qí)淬火後硬車螺紋加工工藝為:
60圓鋼淬火----粗車螺紋---精車。
.jpg)